
HP Multi Jet Fusion (MJF): The Ultimate Guide to Industrial 3D Printing
- shiva ganesh
- Jul 31
- 4 min read

Table of Contents

Introduction to HP Multi Jet Fusion
What is HP Multi Jet Fusion (MJF)?

HP Multi Jet Fusion (MJF) is an advanced powder bed fusion additive manufacturing technology developed by Hewlett-Packard (HP) for producing high-quality plastic parts. It is widely recognized for delivering excellent mechanical properties, fine details, and smooth surface finishes faster and more efficiently than traditional 3D printing methods like SLS (Selective Laser Sintering).
MJF is commonly used for functional prototypes, small to medium batch production, and end-use parts in industries like automotive, healthcare, and consumer goods.
A Brief History of HP Multi Jet Fusion Technology
HP launched Multi Jet Fusion in 2016, introducing it as a faster, more cost-efficient alternative to SLS and SLA for polymer parts. Over the years, MJF technology has become synonymous with production-grade 3D printing for plastics, capable of delivering parts with isotropic properties and superior detail resolution.
How HP Multi Jet Fusion Works
The Basic Workflow
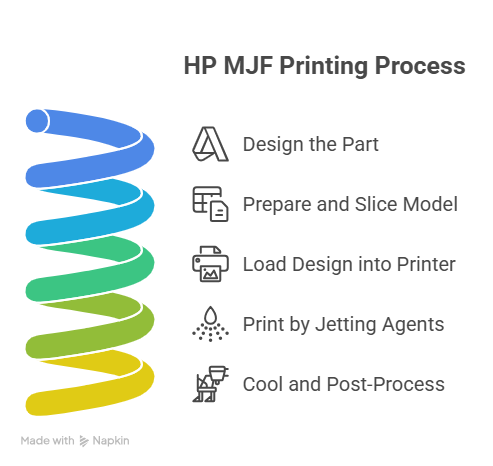
Design the part using CAD software.
Prepare and slice the model using HP’s proprietary software tools.
Load the design into the HP MJF printer.
Print by jetting agents onto a bed of powder and fusing layers with heat.
Cool and post-process the parts (depowdering, dyeing, or surface smoothing).
Key Components of HP MJF Printers
Print Head Arrays
Spray agents (fusing and detailing) selectively across the powder bed.
Powder Bed / Build Unit
Distributes fine plastic powder evenly layer-by-layer.
Fusing Lamps
Apply heat to fuse areas where agents have been jetted.
Control System
Monitors precision, heat control, and consistency throughout the process.
Types of HP MJF Printers
HP Jet Fusion 5200 Series
Industrial-scale for high productivity and end-use parts.
HP Jet Fusion 4200 Series
Ideal for functional prototyping and small-batch manufacturing.
HP Jet Fusion 540/580 Series (Color 3D Printing)
Enables full-color 3D printing for detailed prototypes and presentation models.
HP Multi Jet Fusion Process
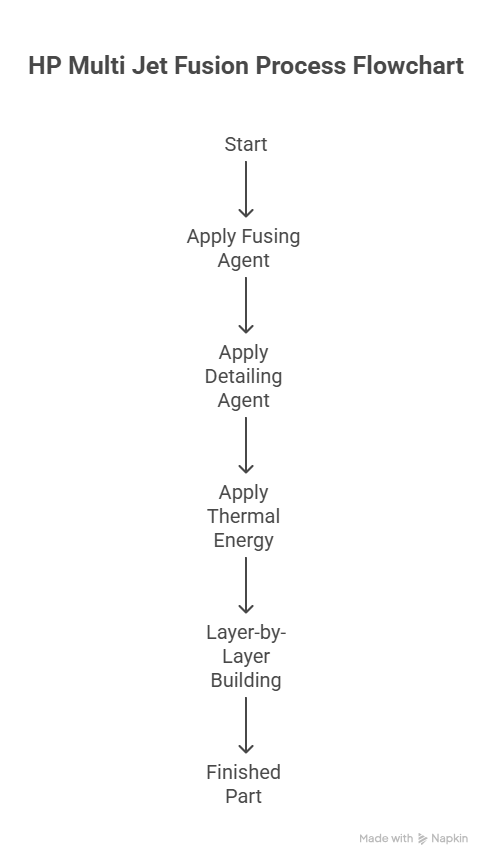
Powder Bed Fusion with Agent-Based Fusion
Unlike SLS, MJF uses fusing and detailing agents applied via inkjet heads, followed by thermal energy to create the part.
Fusing Agent: Darkens areas to absorb heat and fuse material.
Detailing Agent: Inhibits fusing for sharp edges and finer details.
The process builds parts layer-by-layer within a bed of fine polyamide powder.
Materials Used in HP MJF
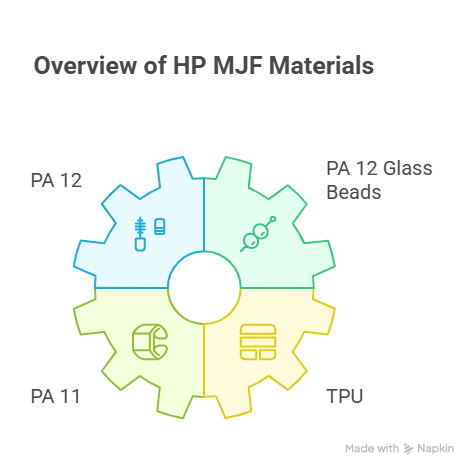
Nylon-Based Polymers (Polyamides)
PA 12 (Nylon 12)
Strong, lightweight, ideal for functional parts.
PA 12 Glass Beads
Enhanced stiffness and dimensional stability.
PA 11 (Bio-Based Nylon 11)
Tougher, more ductile, used for impact-resistant parts.
TPU (Thermoplastic Polyurethane)
Flexible, elastic for soft-touch components.
Applications of HP Multi Jet Fusion
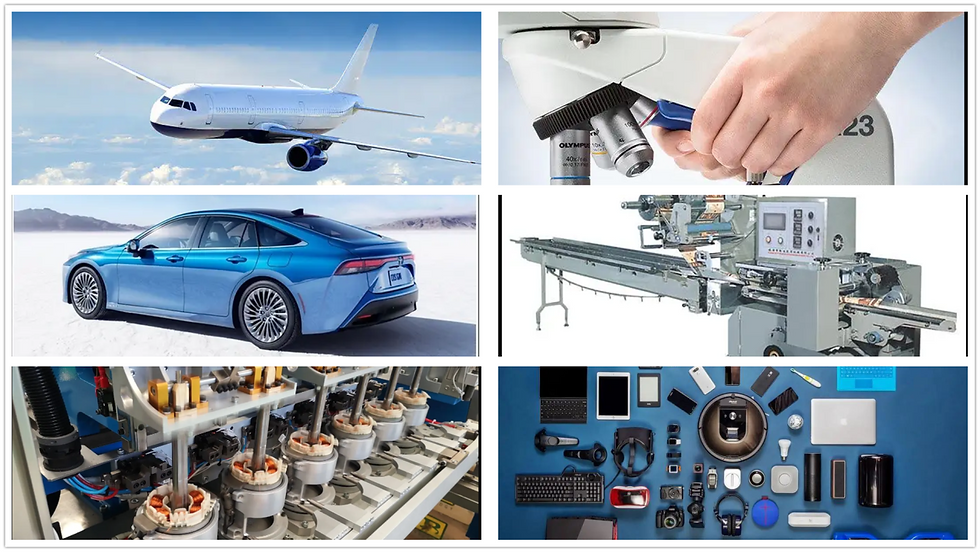
Aerospace & Automotive
Functional components, housings, ducting, and lightweight parts.
Medical Devices
Orthopedic tools, prosthetics, and anatomical models.
Consumer Goods
Wearables, sports equipment, eyewear, and electronic housings.
Industrial Tooling
Jigs, fixtures, custom brackets, and short-run manufacturing tools.
Advantages of HP Multi Jet Fusion
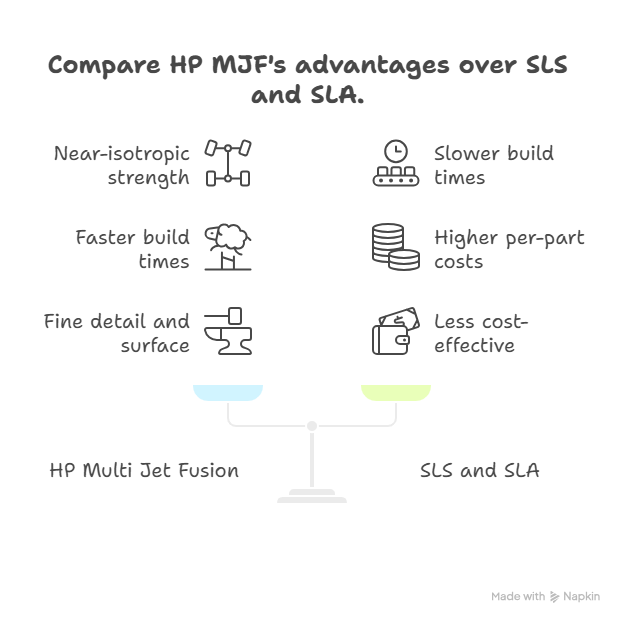
High-Quality Mechanical Properties
Produces parts with near-isotropic strength suitable for end-use applications.
Exceptional Speed and Productivity
Faster build times compared to SLS and SLA, especially for batch production.
Fine Detail and Surface Quality
Sharper edges, smoother finishes due to detailing agents.
Cost-Effective for Medium Volumes
Reduces per-part costs with high packing density and fast cycle times.
Limitations of HP Multi Jet Fusion
Initial Investment Cost
High capital cost for printers and post-processing equipment.
Powder Management
Requires dedicated processes for powder handling, sieving, and recycling.
Surface Porosity
May require post-processing (e.g., vapor smoothing, dyeing) for a sealed surface.
Material Limitation
Primarily focused on Nylon-based polymers and TPU.
HP MJF vs. Other 3D Printing Technologies
Key Differences
Feature | HP MJF | SLS | FDM |
Process | Powder + Agents | Powder + Laser | Filament extrusion |
Speed | Faster per batch | Slower per batch | Slow, layer-by-layer |
Strength | Isotropic | Strong, anisotropic | Anisotropic |
Surface Finish | Smoother, detailed | Coarse | Visible layers |
Best Use | Functional parts | Functional parts | Prototypes, simple parts |
When to Choose HP MJF
For functional prototypes needing high strength and accuracy.
For small to medium production runs of complex parts.
For parts requiring good aesthetics and dimensional consistency.
Future Trends in HP Multi Jet Fusion
Expanded Material Portfolio
New polymers, composites, and elastomers are expanding beyond nylon and TPU.
Integration with Digital Factories
Automated workflows combining MJF with AI and Industry 4.0 systems.
Mass Customization
Scalable solutions for personalized products in medical, automotive, and consumer goods.
Cost Considerations
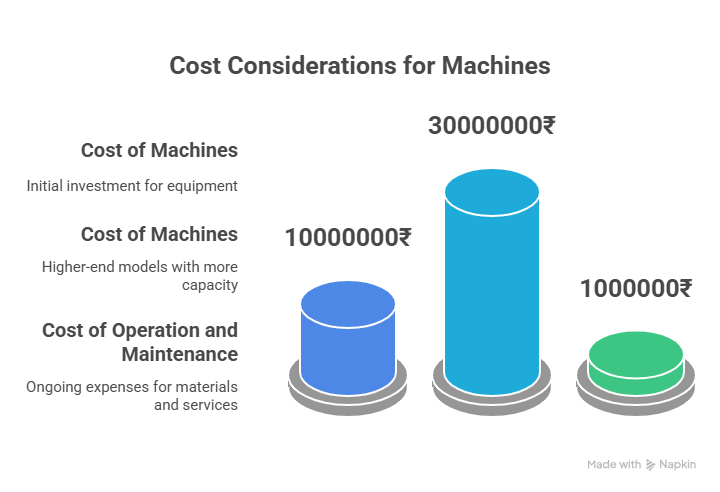
Cost of Machines
Starts around ₹1 crore to ₹3 crores depending on model and capacity.
Cost of Operation and Maintenance
Includes material costs (nylon powders), post-processing equipment, service contracts, and energy.
Choosing the Right HP MJF Printer
Based on Material and Application
PA 12: General-purpose functional parts
PA 11: Impact-resistant components
TPU: Flexible, soft-touch applications
Based on Production Volume
Low to medium volume: HP Jet Fusion 4200
High volume: HP Jet Fusion 5200
Color prototypes: HP Jet Fusion 540/580
Tips for Getting Started with HP Multi Jet Fusion
Training and Certifications
HP-certified courses for machine operation and maintenance.
Partner programs through authorized resellers.
Recommended Tools and Resources
HP 3D Printing Knowledge Base
Communities: LinkedIn groups, 3D printing forums
Events: Formnext, Rapid+TCT for networking and insights.
Conclusion

HP Multi Jet Fusion sets the benchmark for high-performance polymer 3D printing, combining speed, precision, and scalability. It bridges the gap between prototyping and production, making it a key technology for industries demanding flexibility, reliability, and repeatability.


Comments